Aluminium er et almindeligt metal, der kombinerer mange bemærkelsesværdige kvaliteter, herunder en høj varmeledningsevne med en relativt lav vægt. Men dette materiale, der er efterspurgt i hverdagen og i produktionen, har en væsentlig ulempe - det reagerer let med andre elementer. Denne egenskab komplicerer f.eks. Lodning af bilkøleradiatorer og fører også til vanskeligheder, når det er nødvendigt at svejse et varmebatteri.
Er det muligt at lodde aluminiumsradiatorer

På grund af aktiviteten af aluminium er der altid en film af oxider på overfladen, som forhindrer den i at blive kombineret med andre metaller. Derfor er lodning af radiatorer baseret på det for de fleste bilejere og almindelige brugere et meget alvorligt problem.
Det er kun muligt at opnå en pålidelig forbindelse af høj kvalitet og aluminium med et andet metal efter opvarmning af kontaktpunktet til en høj temperatur.
Under processen med opvarmning af overfladen dannes der også et lag af beskyttende oxider, som ikke tillader lodning af et lille strukturelt element til det. Derfor anvendes der ved lodning af dette metal specielle fluxes til at fjerne filmen fra behandlingsstedet. De inkluderer vismut, cadmium eller zink. Kun med deres hjælp er det muligt at rengøre overfladen på det svejste metal og gøre det tilgængeligt for arbejdende sælgere.
Omkostningerne ved brandede strømme med garanteret kvalitet kan være for høje. Af denne grund foretrækker hjemmearbejdere at fremstille sådanne kompositioner (fnug) alene. Med forbehold for de proportioner, der er angivet i instruktionerne, er gør-det-selv-sælgere ikke ringere end proprietære kompositioner og overgår dem undertiden med hensyn til effektivitet.
Hvad bruges til lodning
På markedet er forbrugsvarer repræsenteret af standardstænger af TsOP-40-mærket ifølge GOST med følgende sammensætning:
- tin;
- zink;
- aluminium;
- silicium og kobber.
Elementerne i loddet (især zink) sikrer høj styrke af den resulterende samling og garanterer også dets korrosionsbeskyttelse. Med sin hjælp er det muligt at lodde små strukturelle elementer og store dele af aluminiumsradiatorer.
Loddeprocedure
Den korrekte organisering af aluminiumslodningsproceduren kræver grundig forberedelse, uden hvilken det ikke er muligt at opnå det ønskede resultat. Før du selv lodder radiatoren, skal du læse omhyggeligt de tilsvarende instruktioner. Det indikerer, at det forberedende trin inkluderer rengøring af den gendannede zone og forberedelse af en loddesammensætning af den krævede kvalitet.
Forberedende operationer

Inden lodning af aluminiumskøleren med en kolofoniumbaseret flux skal det beskadigede område forberedes i henhold til følgende instruktioner:
- Rester af den gamle belægning og spor af snavs fjernes.
- Loddeområdet rengøres med et slibemiddel.
- Umiddelbart derefter affedtes det med et opløsningsmiddel.
Inden lodning af radiatoren skal du forberede fluxen i en metaldigel på forhånd. Til dette smeltes kolofoniumet først med en gasbrænder, hvorefter der tilsættes små jernfilter til smelten, taget i et forhold på 1: 2 (de udfører funktionen af et slibemiddel). Samtidig blandes den fremstillede sammensætning indtil tilstanden af en homogen masse.
Materialerne til lodning er giftige og udsender giftige dampe, der er farlige for mennesker. Derfor udføres alle operationer i nærværelse af en hætte eller i det fri. Hvis det er umuligt at opfylde disse betingelser, har en arbejdende brug for åndedrætsværn.
Fjernelse af små mangler

- Loddekolben opfanger en lille mængde lodde.
- I cirkulære glatte bevægelser påføres det på det sted, der tidligere er behandlet med flux.
- Under behandlingen er det vigtigt at sikre, at loddelaget fordeles over overfladen så jævnt som muligt.
Ved lodning fjerner savsmuldet i loddet oxiderne fra overfladen, og det tidligere tilsatte harpiks blokerer iltadgangskanalen. Som et resultat skabes alle betingelser for at opnå pålidelig kontakt mellem forskellige metaller. Denne metode er kun egnet til små læsioner, der ikke overstiger nogle få millimeter. På store områder afkøles fluxen hurtigt og giver ikke god opvarmning af loddepunktet.
Genopretning af betydelig skade

Behovet for at genoprette store områder af aluminiumsoverflader opstår ganske ofte. Du skal bruge en speciel loddeforbindelse kaldet "flux". Inden du bruger det, udføres forberedelsen af den behandlede overflade af batteriet, som det blev gjort for små områder.
Indledende komponenter til fremstilling af fnug:
- kalium og lithiumchlorider;
- almindeligt bordsalt;
- natriumsulfat;
- kryolit.
Blandingen fremstillet i en vis andel formales først grundigt i en mørtel til en tilstand af pulver. Derefter hældes den i en smeltedigel, hvor den blandes grundigt, indtil en homogen masse er egnet til opnåelse af en smelte.
Hvis det resulterende pulver ikke straks bruges til arbejde, hældes det i en egnet beholder, lukkes med en tæt prop og opbevares på et mørkt sted.
Loddeprocedure ved hjælp af flux:
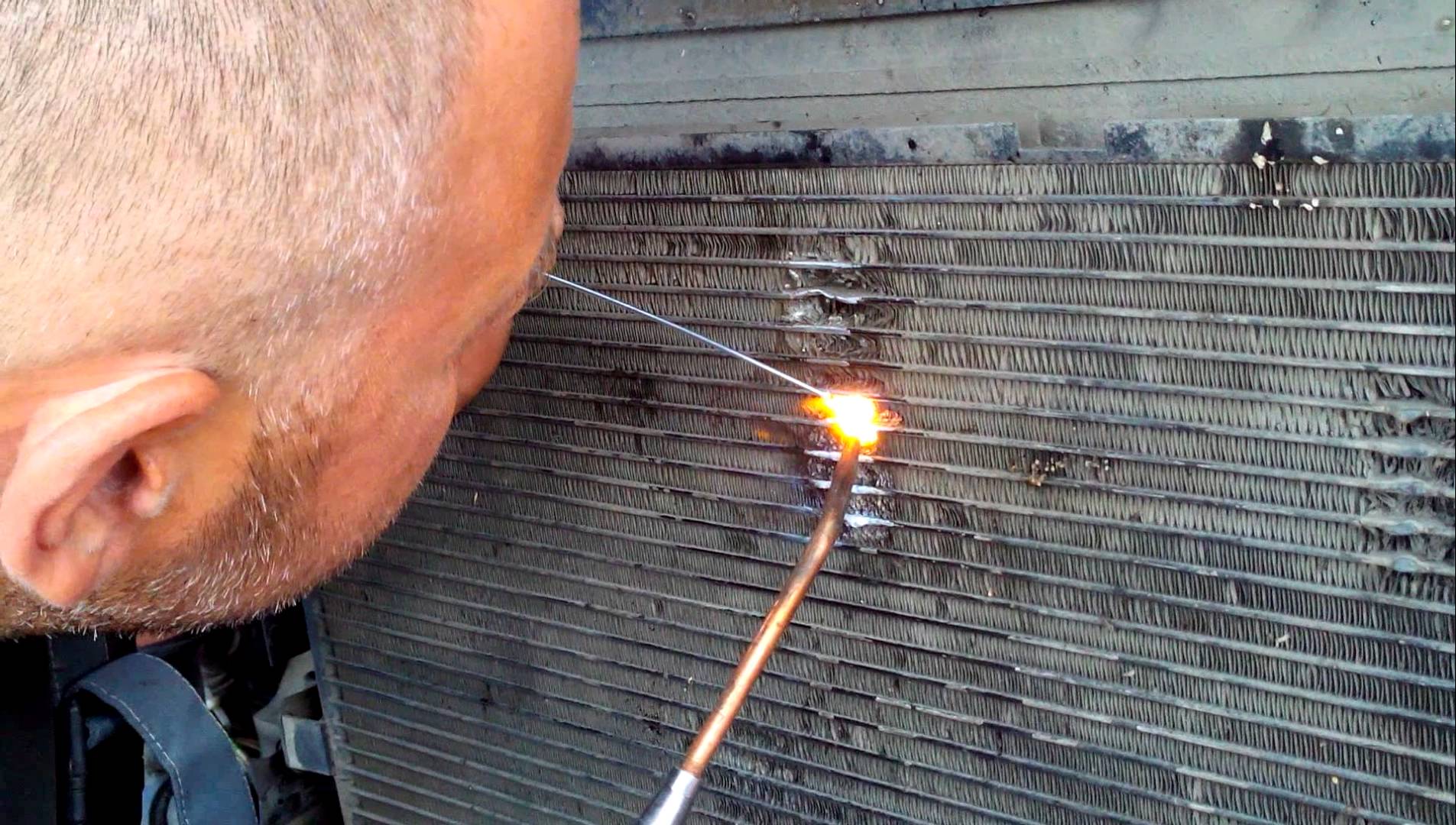
- Det beskadigede område opvarmes grundigt med en gasbrænder.
- En del af fnuget påføres det forberedte sted med et tyndt lag.
- Skaden loddes med tin-bly lodning med tilsætning af små mængder vismut.
Når du arbejder med specielt udstyr (gasbrænder), er det vigtigt ikke at overophede det restaurerede område for ikke at brænde det. Flammens styrke vælges, så den kun er tilstrækkelig til ensartet opvarmning af aluminiumsproduktets overflade.
Reparation af komplekse radiatorer
Der er situationer, hvor det er nødvendigt at gendanne (afliste) en aluminiumsradiator i en bil, som har mange svært tilgængelige steder. I dette tilfælde er metoder, der er baseret på brugen af jern-kolofonium og selvforberedt strøm, ikke egnede. Tyndvæggede rør af en kobber- eller messingbilradiator er for eksempel meget vanskelige at lodde på grund af designet. I denne situation anbefales det at bruge loddetemperatur (LTS) med samtidig limning af den gendannede overflade.På listen over de betragtede forberedende operationer skal der tilføjes behovet for at krympe den beskadigede del af radiatoren eller komfuret med en tang, hvilket reducerer hullets størrelse.
I løbet af lodningen opvarmes det behandlede område først grundigt med en gasbrænder, hvorefter en NTP-stang introduceres i dens flamme. Når du regelmæssigt fører dem langs dette sted, skal du prøve at sikre dig, at loddepartiklerne klamrer sig til skaderne og gradvist "strammer" det. I den sidste fase vil det være nødvendigt at forsegle defektområdet ved hjælp af en særlig højtemperaturlim til dette. Med dens hjælp er det muligt at "lappe" alle de resterende mindre uregelmæssigheder og mangler.
Brug koldsvejsning og lim

Når du har brug for at reparere en mindre skade eller lappe en lille chip på overfladen af en del, er det bedst at bruge et klæbemiddel kaldet "koldsvejsning". Det er en speciel blanding med en høj grad af plasticitet og fremstillet på basis af epoxyharpiks - en polymer med unikke styrkeegenskaber. Derudover inkluderer sammensætningen af "koldsvejsning" forskellige fyldstoffer (svovl og blødgørere), hvilket yderligere øger denne indikator.
Oftest produceres den i form af to plaststænger, der udadtil ligner børns plasticine. Før brug æltes de samtidigt med fingrene, hvilket resulterer i, at den ønskede blanding af to komponenter opnås. For at forsegle det beskadigede område er det nok at adskille et lille stykke af den knuste masse og anvende det på en tidligere klargjort overflade.
Enhver af metoderne til gendannelse af aluminiumsradiatorer kan realiseres uden hjælp fra uautoriserede personer. Men hvis du ikke er helt sikker på dine egne evner, er det bedst at kontakte et specialiseret bilværksted.