VVS-installation kræver samling af individuelle elementer i et enkelt system. Metalrør og ventiler er forbundet med en gevindskåret samling. Metoden giver en stærk og forseglet binding. Til selvlægningskommunikation har du brug for værktøjer til at skære tråde på vandrør.
Typer af gevind på rør
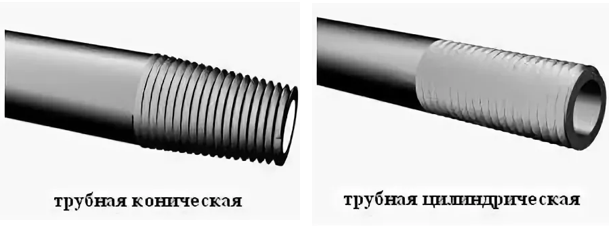
En tråd er en veksling af fremspring og fordybninger på en overflade, der er placeret langs en spiralformet linje. Det kan være eksternt og internt, venstre og højre. Almindelige typer:
- rørformet cylindrisk;
- rør konisk;
- cylindrisk tomme (amerikansk standard);
- rund;
- tomme.
Ved installation af VVS-arbejder bruges de første to typer normalt. De bruges til at forbinde VVS-fittings:
- Cylindrisk (G) - Profilen er repræsenteret af en ligebenet trekant med et toppunkt på 55 °. Fremspringene og fordybningerne er afrundede. Anbefales til rør op til 6 ”diameter.
- Tilspidset (R) - tråden har en trekantet profil, danner en tilspidsning på 1:16, er kendetegnet ved en høj tæthed i forbindelsen af dele.
Rørtråde er henholdsvis tomme eller metriske målt i inches og millimeter.
Nødvendige værktøjer

- En matrice eller stans - en enhed i form af en hærdet metalmøtrik har slibede skærekanter (fræsere). De er runde, firkantede, sekskantede. Typer af matricer: solidt, glidende, delt. Der er huller til fjernelse af chips.
- Klupp er et værktøj baseret på en glidende matrice. Den todelte krop giver dig mulighed for at justere skærediameteren. For nemheds skyld er der arrangeret et håndtag. Nogle modeller er udstyret med en skralde, der tillader roterende bevægelser med den ene hånd. Det professionelle værktøj er udstyret med et elektrisk drev.
- Hanen er en hærdet stålskrue med skærekanter. Består af en arbejdsdel og en skaft. Sættet indeholder udstyr til skrub- og efterbehandlingsarbejde.
Derudover fremstilles hjælpeanordninger:
- målebånd og blyant - til målinger og mærker;
- vernier caliper - bestemmer diameteren på rør og fittings.
De anvendte værktøjer skal være af høj kvalitet, knivens metal er skarpt og holdbart. Når du arbejder med matricer og haner, er det nødvendigt med en skruestik.
Forberedelse til arbejde
Området, hvor du skal arbejde med en gevindindretning til vandrør, rengøres for rust, snavs, malingsrester. Sandpapir bruges. Overfladen skal rengøres til en metallisk glans. Endefladen er affaset. Forbered rør- og skæreværktøjssmøremiddel. Der kræves en klud til at rense spånerne.
Metoder til gevindrørning af vandrør

Terningskæring
Valget af værktøjstype afhænger af kvalitetskravene.Det bedste resultat opnås ved anvendelse af en solid matrice, som har høj stivhed. Ulempen ved enheden er hurtig slitage. Fjederbelastede matricer (med et snit i et af de aksiale huller) giver dig mulighed for at ændre tråddiameteren inden for 0,3 mm. Deres stivhed er reduceret, fortænderne holder længere, men trådens renhed går tabt.
Det klargjorte rør er fastspændt i en skruestik. Matricen placeres i holderen og fastgøres med skruer. Fedt påføres området, der skal behandles, og fræserne. Værktøjet sættes på røret vinkelret. Rotationen er jævn med uret. Når der er foretaget flere drejninger, fjernes chipsene og smøringen genoptages. Efter skæring i høj kvalitet anvendes en efterbehandling efter groft snit. Den færdige tråd rengøres med en klud.
Brug af klupp

Brug af en rørform er mere praktisk end matricer. Værktøjet er dyrere, men for en stor mængde arbejde er det bedre at vælge det. Klupp giver en ren tråd, det glidende design giver dig mulighed for at justere tråddiameteren. Installation af guider reducerer risikoen for forvrængning og letter skæreprocessen. Hvis en skralde er inkluderet i strukturen, placeres et skraldehjul nær matricen. Når den drejes, bevæger værktøjshovedet sig. Skralderen er uundværlig under trange arbejdsforhold.
Røret er fastspændt i en skruestik og efterlader et lille område. Den korte fremspringende del tillader ikke metallet at bøje sig fra den påførte kraft. Røret og skærene smøres med maskinolie. Den fremspringende del er indsat i matricestyringen. Opskæring finder sted med korte rotationsbevægelser. Drej regelmæssigt baglæns for at skære chipsene. Fedt tilsættes under drift. Ved gevindskæring af vandrør er det vigtigt at holde styr på antallet af gevind.
Brug af et elektrisk værktøj giver dig mulighed for at skære på få sekunder. Udskiftelige hoveder med fræsere vælges til den krævede rørdiameter. Arbejdet er ikke kun hurtigt, men også af høj kvalitet.
Tryk på arbejde
- den ene er sort;
- to - midterste;
- tre - efterbehandling.
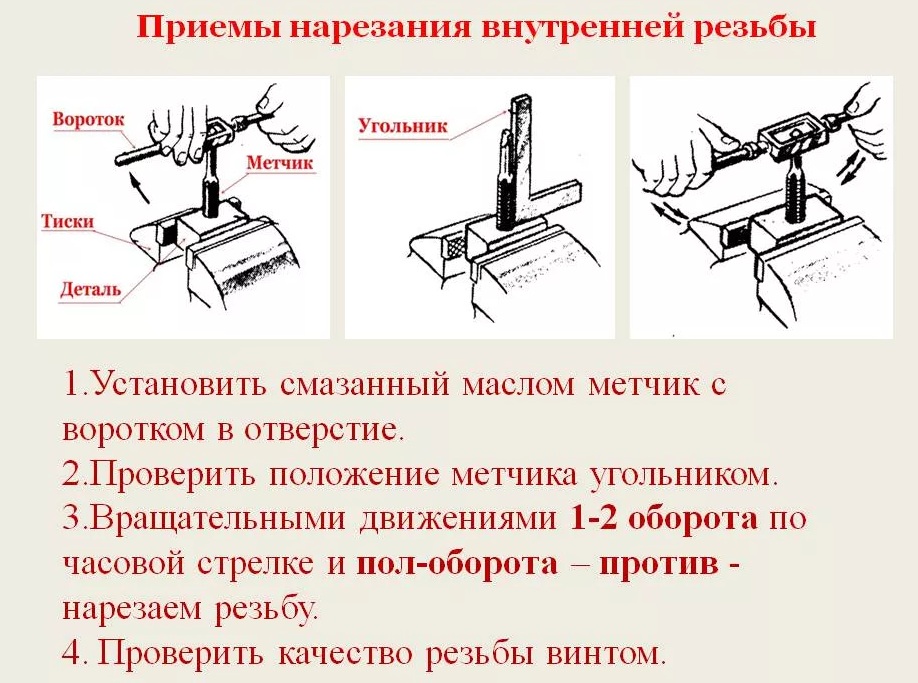
Rørets inderside skal rengøres og smøres. Hanen er indsat lodret, skaftet er fastgjort i hanen. Rotationen er med uret. Når du arbejder med blødt metal, drejes værktøjet med jævne mellemrum, og spånerne rengøres. Der kræves fedt. Efter arbejdets afslutning kontrolleres trådens kvalitet.
Hovedårsagerne til ægteskabet
Årsagen til manglen i arbejdet er arbejdsløs skødesløshed eller brugen af et værktøj af dårlig kvalitet. Almindelige rørskæringsfejl, når der arbejdes med en vandhaner:
- Triste tråde - problemet opstår, når du bruger en kedelig matrice, utilsigtet fjernelse af chips, utilstrækkelig smøring.
- Ufuldstændig tråd - Tråden er større end anbefalet.
- Fejlagtige spiralformede riller - forkert montering af matricen eller hanen.
- Brud på tråden er årsagen til tilstopning af rillerne med spåner, dårlig kvalitet af værktøjet, rørdiameteren er større end angivet.
- Brud på hanen - Overdreven kraft påført et smalt hul, utilstrækkelig spånfjerning, manglende smøring.
Selvforberedelse af dele til en gevindforbindelse er ret tilgængelig med et værktøj. For at arbejdet skal udføres effektivt, skal du følge reglerne. Brug af et skarpt værktøj og nøjagtighed kompenserer for manglen på professionelle færdigheder.