Sans exception, tous les schémas de câblage prévoient le branchement et la connexion des câbles et des fils. Pour cela, il est nécessaire d'installer en plus une boîte de jonction, qui est faite de matériaux métalliques ou polymères. Cependant, il ne suffit pas d'installer la structure, il est important de connaître la technologie de soudage des torsions de fil dans la boîte de jonction.
- A quoi servent les boîtes de jonction ?
- Règles générales de commutation
- Avantages de la soudure par rapport aux autres méthodes d'assemblage
- Fils à souder
- Sélection de la puissance du fer à souder
- Type de soudure
- Protection du point de soudure contre l'oxydation
- Technologie de soudure et d'étamage
- Soudure au chalumeau et creuset
- Précautions
A quoi servent les boîtes de jonction ?
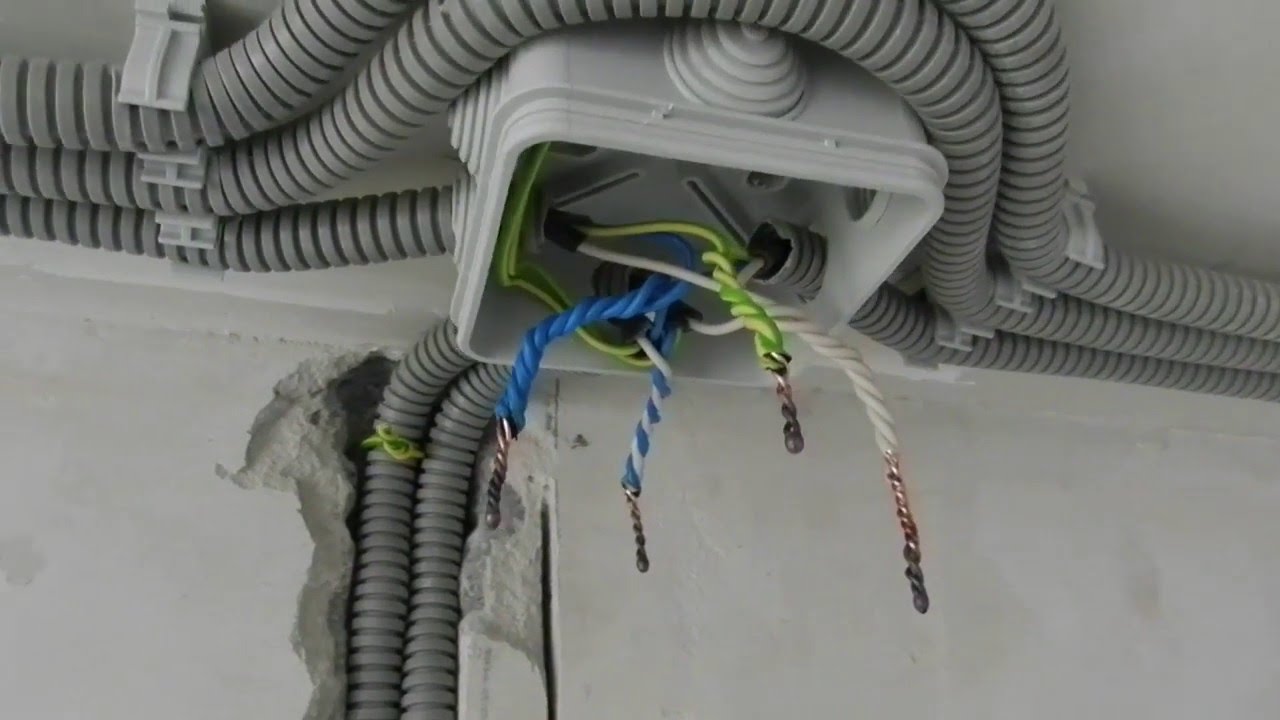
La nécessité d'utiliser des boîtes de jonction ne doit pas être mise en doute. Pour vous en assurer, vous devriez lire les avertissements des spécialistes:
- La négligence de l'installation de la structure est une violation des règles énoncées dans les documents réglementaires.
- Respect de la sécurité incendie. Grâce à RK, la probabilité de courts-circuits et d'incendie est considérablement réduite, en raison de l'étanchéité de la structure.
- L'installation de l'appareil prendra beaucoup de temps, mais à l'avenir, il sera beaucoup plus facile de moderniser, d'entretenir, de réparer et de construire des câbles. Par exemple, si vous devez installer une prise ou un interrupteur supplémentaire, les fils nécessaires peuvent être retirés de la boîte de jonction.
En général, l'installation de la boîte de jonction est requise. La technologie d'installation est simple, la complexité peut survenir lors de la connexion des fils.
Règles générales de commutation
La mise en œuvre de la méthode de soudage ressemble au soudage, seul un fer à souder ordinaire est utilisé et non une machine à onduleur avec électrodes. Avant de tordre, les veines doivent être étamées. Pour ce faire, le fer à souder est réchauffé, immergé dans de la colophane et transporté plusieurs fois sur les zones nettoyées de l'isolation jusqu'à ce qu'une teinte rougeâtre apparaisse.
Pour un travail de haute qualité, vous devez d'abord vérifier la panne du fer à souder. Il est important de le garder propre. Si la surface est inégale, si de la saleté s'y est accumulée, il sera impossible de faire de la soudure de haute qualité. La saleté est enlevée avec une lime, puis son extrémité est ré-étamée.
Les avantages de la soudure par rapport aux autres méthodes de connexion

Il existe plusieurs façons de connecter des fils dans une boîte de jonction, cependant, seuls le soudage et le soudage diffèrent par la résistance de contact minimale et la connexion monolithique. N'importe qui peut souder des fils à la maison. Pour le soudage, vous aurez besoin d'expérience et d'une machine à souder spéciale.
Pour effectuer le travail, vous aurez besoin de l'ensemble d'outils suivant:
- flux;
- un couteau conçu pour enlever le matériau isolant;
- souder;
- pinces coupantes latérales;
- fer à souder;
- pinces ou pinces;
- papier de verre.
Sans préparer au préalable tous les outils et consommables nécessaires, vous ne pouvez pas commencer à travailler.
Fils à souder
L'étamage et le soudage des câbles dans la boîte de jonction s'effectuent en plusieurs étapes.
- Retrait de la couche isolante.
- Dénuder les fils jusqu'à ce que l'éclat caractéristique du métal apparaisse.
- Un service.
- Torsion.
- Soudure.
- Isolation.
Avant de procéder à la connexion des noyaux conducteurs, vous devez analyser la longueur requise. Coupez les fils de sorte que lors de la soudure, les extrémités soient situées à l'extérieur de la boîte de jonction. À la fin des travaux, ils sont posés de la manière souhaitée.
La soudure des fils dans la boîte de jonction est interdite en étanchéité. Le stock dans ce cas est également inapproprié.
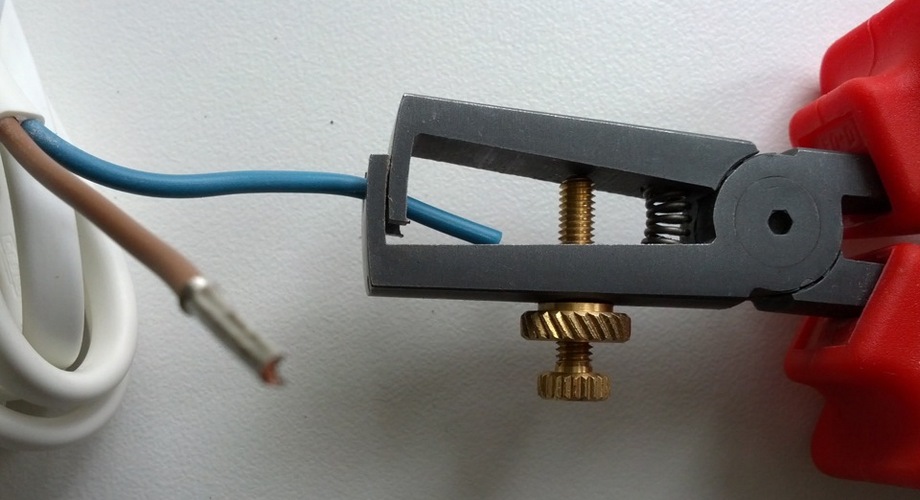
Pour retirer la couche isolante, un outil spécial est utilisé - un décapant ou un couteau tranchant. Lorsque vous travaillez avec un couteau bien aiguisé, les mouvements doivent ressembler à un rasage d'un crayon. Il est interdit de couper la couche isolante avec des pinces ou des pinces coupantes, il est interdit de faire des coupes circulaires. Les dommages transversaux provoqueront une rupture dans un proche avenir.
Pour un fil destiné à la soudure, le dénudage varie de 1,5 à 3 cm. Le nombre de spires est d'au moins 2.
Avant la soudure, les fils sont soigneusement nettoyés et étamés afin que les oxydes n'apparaissent pas à la surface des noyaux, qui interfèrent avec la conductivité normale et augmentent la résistance. Les conducteurs déjà étamés sont torsadés à l'aide d'une pince ou d'une pince.
Souder des fils de cuivre torsadés dans une boîte a un algorithme similaire. La torsion doit être serrée, mais pas tendue, sinon les extrémités des veines conductrices pourraient tout simplement se casser.
Enfin, les fils torsadés sont soudés avec un fer à souder afin que la soudure soit recouverte d'une couche uniforme sur tous les côtés. La qualité du travail dépend entièrement de la façon dont les extrémités ont été nettoyées.
Sélection de la puissance du fer à souder

L'appareil doit réchauffer l'endroit de manière optimale pendant 1 minute ou plus, la surface de la soudure à la fin du travail doit être lisse et avoir un éclat uniforme.
Type de soudure
Il existe une grande variété de soudures, les principales sont répertoriées dans le tableau.
| Grade de soudure | Structure (%) | Résistance à la traction (kg/mm) | Température de fusion | Application |
| POS-30 | Plomb - 70 Étain - 30 | 3,2 | 266 | Pour le brasage et l'étamage de pièces en acier, cuivre et leurs alliages |
| POS-40 | Plomb - 60 Étain - 40 | 3,8 | 238 | Pour souder et étamer les contacts et les pièces des équipements radio en acier galvanisé |
| POS-90 | Plomb - 10 Étain - 90 | 4,9 | 220 | Pour le soudage et l'étamage d'instruments médicaux et d'ustensiles métalliques |
| POS-61M | Cuivre - 2 Plomb - 37 Étain - 61 | 4,5 | 192 | Pour souder et étamer les conducteurs imprimés et les fils de cuivre |
| POS-61 (tretnik) | Plomb - 39 Étain - 61 | 4,3 | 190 | Pour étamer et souder des pièces sous tension en bronze, laiton et cuivre avec joints scellés |
| POSV-33 | Bismuth - 33,3 Plomb - 33,3 Étain - 33,3 | — | 130 | Pour souder des pièces en constantan, laiton et cuivre avec un joint hermétique |
| POSV-50 (alliage rose) | Bismuth - 50 Plomb - 25 Étain - 50 | — | 94 | Pour l'usinage de pièces sensibles à la surchauffe |
| Alliage d'Arce | Bismuth - 45,3 Plomb - 45,1 Étain - 6,9 | — | 79 | Pour la fabrication de fusibles, l'étamage et le brasage de pièces sensibles à la surchauffe |
| Alliage de bois | Cadmium - 12,5 Bismuth - 50 Plomb - 25 Étain - 12,5 | — | 68,5 | Une caractéristique importante est toxique. Conçu pour la fabrication de fusibles, l'étamage et le soudage de pièces sensibles aux effets thermiques |
Les trois dernières nuances ont un point de fusion bas et une faible résistance d'alliage.
Protection du point de soudure contre l'oxydation

Un flux est utilisé pour protéger le point de soudure de l'oxydation par l'oxygène. Lorsque vous travaillez avec du cuivre, les éléments suivants sont le plus souvent utilisés :
- Colophane, elle ne contient que de la colophane de pin.
- Le LTI-120 comprend de la triéthanolamine (1-2 %), de l'acide chlorhydrique d'aniline (3-7 %), de l'alcool éthylique (66-73 %), de la colophane (20-25 %).
- La colophane d'alcool contient de l'alcool éthylique (60-70%) et de la colophane (30-40%).
La version la plus simple, la plus économique et la plus courante du flux est la colophane ordinaire. La seule difficulté qui peut survenir lorsque l'on travaille avec une substance est un état solide d'agrégation.
Technologie de soudure et d'étamage

Lors du soudage ou de l'étamage des fils, il est important de placer ces derniers horizontalement afin que la pointe du fer à souder touche tous les côtés sans entrave. Certains "experts" recommandent de placer les conducteurs verticalement, mais cela ne doit pas être fait, car les gouttes de soudure peuvent commencer à se répandre.
Avant l'étamage, les fils sont chauffés avec un fer à souder et en parallèle touchent le lieu de chauffage avec un morceau de colophane jusqu'à ce qu'il commence à fondre. Si un fondant liquide est utilisé, il est appliqué au préalable avant même le début du chauffage. Après étamage, les fils sont torsadés.
La technologie de soudure est légèrement différente car plus de soudure est nécessaire. Un flux est appliqué sur les conducteurs conducteurs et chauffé avec un fer à souder jusqu'à ce que la goutte fondue soit uniformément répartie. Si nécessaire, la procédure peut être répétée.
Soudure au chalumeau et creuset

Si une grande étendue de travail est à venir, il est conseillé d'utiliser des creusets, qui sont un cylindre métallique creux équipé d'une poignée pour le remplissage de soudure en fusion. Cet appareil peut être chauffé avec une torche à gaz ou utilisé comme panne sur un puissant fer à souder.
Le conteneur contient une petite quantité de soudure en fusion, pendant qu'il se solidifie, une personne parvient à faire plusieurs torsions.
Précautions
Des précautions doivent être prises lors de l'exécution des travaux, car la soudure fondue peut laisser de graves brûlures si elle entre en contact avec la peau. Toutes les marques de soudure contiennent du plomb dont les vapeurs sont toxiques pour l'homme. Pour éviter l'empoisonnement, vous devez travailler dans un respirateur.
Lors du soudage de fils, il est interdit d'utiliser des fondants actifs contenant de l'acide, car une fois les travaux terminés, ils nécessitent un retrait complet. Les résidus de flux ont un effet destructeur sur tous les matériaux, en particulier l'acide de brasage et le chlorure de zinc sont agressifs pour le cuivre.
En général, le travail ne devrait pas causer de difficultés, l'essentiel est de vous familiariser à l'avance avec la technologie d'exécution, de préparer tous les consommables et outils.







