Den traditionella ryska bastuugnen, eldad med vanligt trä, har flera mönster och olika prestanda. Den kan tillverkas av tegel eller svetsas av tjocka stål / gjutjärnsämnen. Förutom den typ av material som används, när man väljer en ugnsdesign, uppmärksammas dess värmeeffekt (effekt).
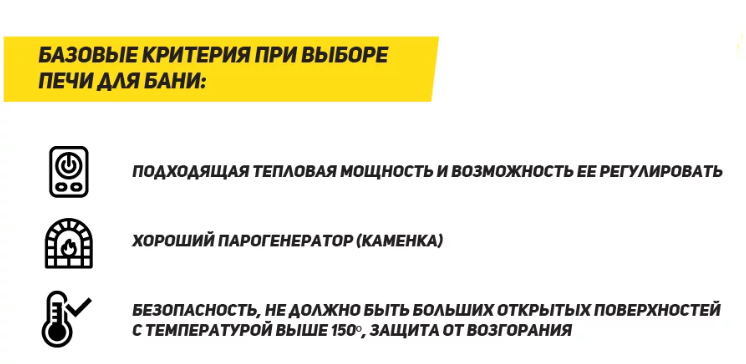
Grundläggande krav för att välja spis för bad

Innan du väljer önskat prov av ugnsanordningen måste du bekanta dig med de grundläggande förutsättningarna för dess effektiva drift. Följande krav ställs på en vedeldad bastuugn:
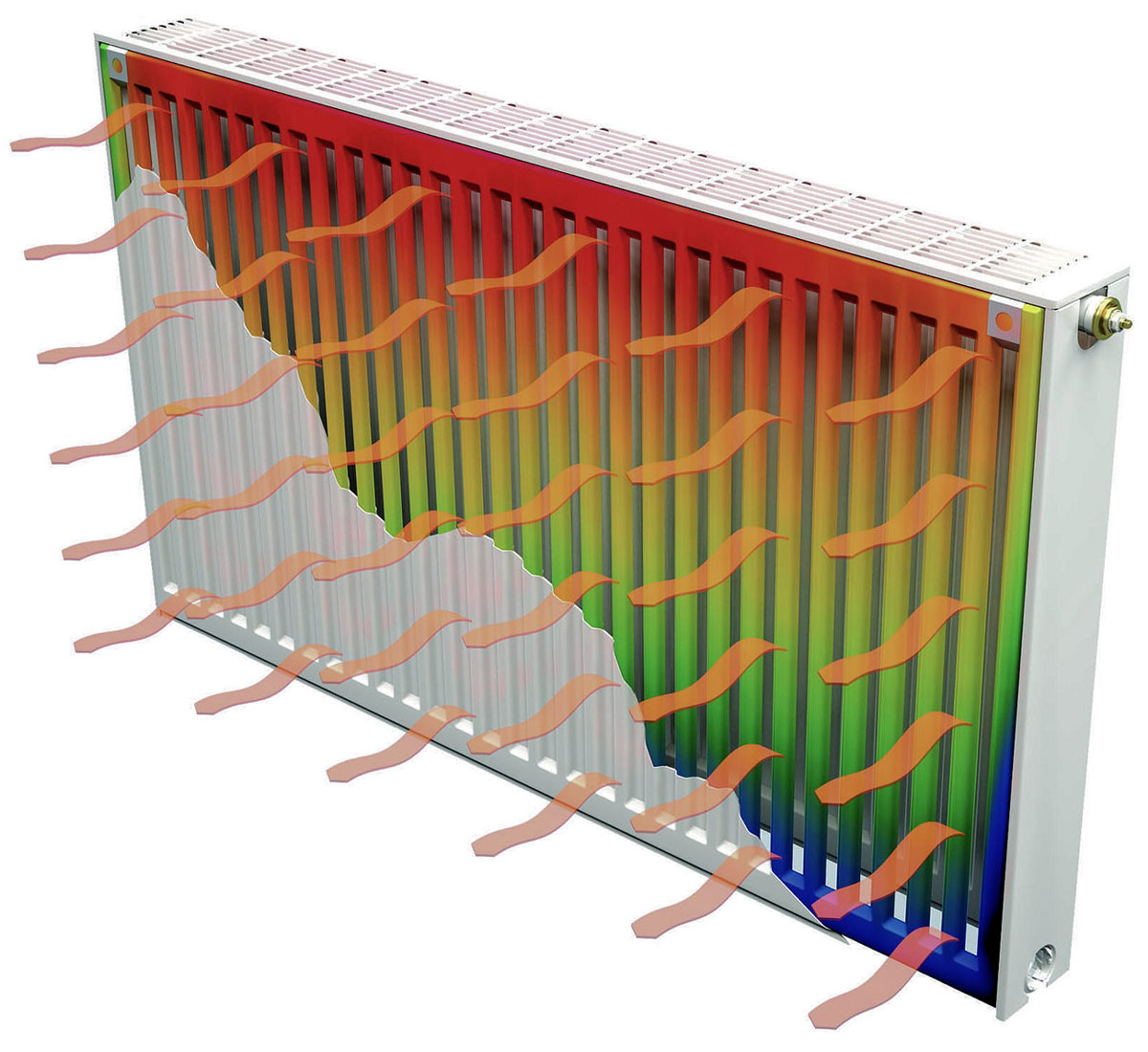
- bör värma upp luften i ångbadet till 40-50 grader i den nedre zonen med en gradvis ökning av värmen upp till 80 grader under taket;
- kräver snabb uppvärmning av stenar till hög temperatur och bibehålla den på samma nivå;
- konstruktionen måste utesluta risken för att rök och kolmonoxid tränger in i själva ångrummet.
Ytterligare krav för att välja en vedeldad bastuugn är enligt ägaren. Någon kanske vill ha en metallbastuugn för att värma upp rummet och förvara stora mängder varmt vatten.
Bestämning av ugnseffekt
- ångrumets dimensioner och layout;
- volymer uppvärmt vatten i tanken;
- skorstenssystemets egenskaper.
Baserat på detta bestäms också det totala antalet personer som kan ta badprocedurer samtidigt.
Strömindikatorn ska vara optimal för varje fall. Vid valet av användare görs ett typiskt misstag när en värmare köps med ett överskott av effektreserv. Det antas att detta kommer att reducera uppvärmningstiden för ångrummet, men en ytterligare ökning av effekten är inte längre möjlig. Efter att ha nått gränsen växlar vedeldade bastuugnar till ett stabilt driftsätt. Som ett resultat blir luften varm och stenarna förblir ouppvärmda. Det är ingen mening att stänka vatten på dem - det kommer ingen ånga alls eller mycket lite.
Material som används
Bastuaggregatet eller spisen är tillverkade av följande material:
- enkelt gjutjärn;
- stålstänger;
- tegel (härd eller röd).


Livslängden för den valda strukturen beror på råvarans kvalitet. De mest hållbara är moderna spisar tillverkade på grundval av kromstål. Stålenheter garanterar en god värme, exklusive förbränning av syre i ångrummet. De bästa exemplen på produkter produceras av de finska företagen Helo och Harvia.
Badutrustning med gjutjärn är inte lätt att hitta, även om kvaliteten på källmaterialet anses vara bra. Bland fabriksproverna förtjänar "Sudarushka M" från den inhemska tillverkaren "Inzhkomtsentr" uppmärksamhet.
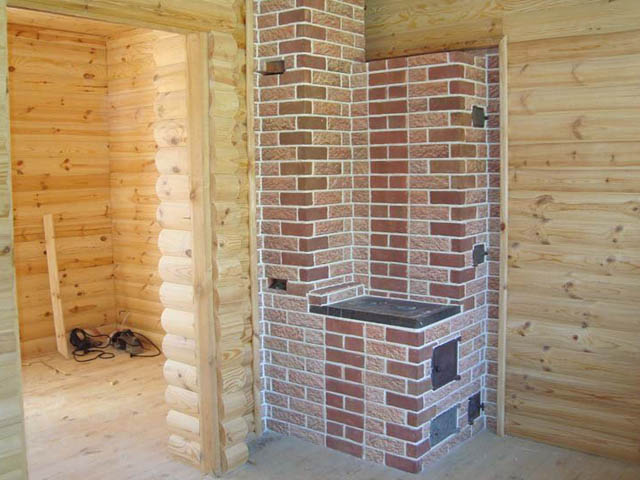
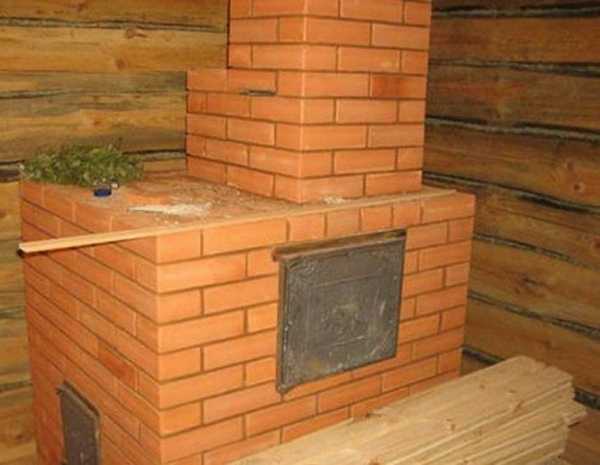
Tegelugnar uppfattas som en hyllning till traditionen och är byggda på villkoret av tillförlitligt murverk. Tegelugnar har sina nackdelar, inklusive många nyanser:
- komplexiteten i konstruktionen på grund av bristen på professionella spisstillverkare;
- lång uppvärmning (uppvärmningsperiod);
- behovet av att utrusta en "kraftfull" grund.
Allt detta leder till en ökning av kostnaden för att göra en tegelugn för ett bad med egna händer.
Moderniseringsriktning

Det är bekvämare att spåra förbättringar av moderna ugnar på modellerna "Nya Ryssland 18 L", producerade av företagen "Teplodar". Setet innehåller en skorsten från rör från det välkända företaget "Ferrum". Samma process följs när man granskar egenskaperna hos den välkända Kalina-enheten.
Ugnar "Rus"
Högeffektiva enheter används för att generera högdispergerad ånga, liknar det ryska ångbadet. Perfekt för både privata bad och offentliga bastur. Det finns ett brett utbud av modeller från denna tillverkare på marknaden. Den innehåller konventionella korgugnar, samt prover med spis och ångutmatare, som har hög effektivitet.
Ytterligare tillbehör gör det möjligt att utrusta ihopkopplad med utrustning med olika konfigurationer, som bestäms av ägarens preferenser. Materialen i Rus-produkterna valdes med hänsyn till den betydande värmebelastningen på ugnsstrukturen.
Spis "Kalina"

Bastuugnen har en transparent skärm som visuellt ökar storleken på bränslekanalen. Den har en bred eldstuga som låter dig observera lågan från olika positioner. En specialdesignad labyrintgaskanal ger snabb uppvärmning av ett ångrum med en volym på upp till 30 kubikmeter och högkvalitativ uppvärmning av stenar som väger upp till 100 kg.
Tack vare den inbyggda värmeväxlaren värms vattnet upp i en metallbehållare (placerad i ett intilliggande rum). Ugnsväggarnas värmebeständiga rostfria stål är kemiskt inert och utsätts inte för oxidation och håller syre i luften.
Självproduktion

För att göra en järnugn i ett bad med egna händer måste du förbereda stålplåt med maximal möjlig tjocklek. Med begränsade kostnader räcker det att välja stålplåt med en standardstorlek på cirka 1,5-2,0 mm. Därefter måste du göra följande:
- Förbered en skiss av ugnen, där alla detaljer och deras karakteristiska dimensioner anges.
- Beräkna antalet strukturella element och deras totala yta.
- Bestäm behovet av järn.
- Överför måtten från ritningen till metallen och skär sedan alla ämnen.
När du skär med en kvarn måste du strikt bibehålla vinklarna på 90 grader och se till att de motsatta sidoväggarna har samma storlek. Därefter väljs en plan yta, på vilken ugnskroppen sätts samman från ämnena. Detta kräver:
- Placera två arbetsstycken i en vinkel mot kanterna och gör flera stift för svetsning.
- Först måste du justera strömmen på svetsenheten så att bågen inte smälter metallen - då blir sömmen enhetlig och stark.
- Du måste ta 2-3 millimeter; 4-5 slår räcker för ett hörn.
- Det är viktigt att kontrollera hörnämnens läge, eftersom den färdiga sömmen efter kylning leder arken till sidorna.
- Efter att ha justerat deras position, kontrollera med en 90 graders kvadrat.
- På samma sätt klistras ett andra par arbetsstycken för sidoväggarna för punktsvetsning.
- Två karbonhalvor är fästa och svetsade för att bibehålla 90 graders fogar.
Resultatet är en stålbox för värmaren, till vilken den återstår för att svetsa botten och locket.
Ramen för den framtida ugnen, stängd längst upp och ned, har okokta slitsar, som sedan svetsas med en kontinuerlig söm.
Svetsregler

Vid svetsning måste du följa följande anvisningar:
- Det är inte möjligt att bibehålla exakta mått under grepp och montering. Detta är inte skrämmande, för vid svetsning med kontinuerlig söm kommer de att gömma sig och kommer inte att märkas - uppgång eller avvikelser från olika sidor kompenseras.
- För att förhindra att locket faller ner i lådan när du brygger, placeras ett högt runt stativ inuti den.
- Botten på innervärmaren är ett ark på 10 mm. Detta gör att den tål flammans huvudvärme och en för tunn botten kommer snabbt att brinna ut.Därefter kommer rök att strömma in i ångbadet.
När du har avslutat designen av topp och botten fortsätter du med att förbereda hålen. Först görs ett litet hål i kaminen i nedre delen - för eldstaden.
- Lådan läggs horisontellt och markeringar appliceras på rätt plats.
- En kvarn eller en svetsmaskin skär ett hål för eldstaden.
- En dörr av samma storlek är kapad från ett metallplåt.
- I den nedre delen (tredje) av lådan där stenarna placeras är flera hål gjorda för rör - deras antal väljs efter behov. De placeras minst 5 cm från bottenplattan för att förbättra dragkraften. En låda med tunga stenar ska installeras på dem.
- Ytterligare ett hål är svetsat i överdelen - för att sätta in innerhöljet.
- Längs hålet från tre sidor är två 4 cm breda plattor fästa vid svetsningen - för att stärka skärlinjen. De första 3 remsorna fästs på höljets inneryta och de återstående på fönstrets yttre del med blandning.
- Ett mellanrum lämnas mellan plattorna tillräckligt för att sätta in den inre lådan.
- En platta är svetsad på insidan och på dörrarna till eldstaden - för förstärkning.
- Eldstaden är inhägnad från askformen med ett galler av stålstänger med en diameter på 10-12 cm.
- För fullständig förbränning av ved behövs ett bättre luftflöde, så gallren svetsas längs fläktens riktning.
Enligt monteringsschemat är kaminen tillverkad av två delar - inre och externa - med en storleksskillnad på cirka 10 centimeter. Detta gap är nödvändigt för avlägsnande av förbränningsavfall i skorstenen. Under montering placeras den inre delen i ett yttre skal, som i det enklaste fallet är fäst vid rökavgasrören. Deras diameter väljs godtyckligt, men inte för liten. Storleken bör vara tillräcklig för att generera bra dragkraft.
När du gör en hemlagad bastuugn med egna händer är det viktigaste att övervaka alla fogar i strukturen, som utesluter värmeförlust och utgången av förbränningsprodukter till rummet.